貿有限公司")
RH精(jīng)煉全稱為(wèi)RH真空循環脫氣精(jīng)煉法。于1959年由德(dé)國(guó)人發明,其中RH為(wèi)當時德(dé)國(guó)采用(yòng)RH精(jīng)煉技(jì )術的兩個廠家的首字母。
中文(wén)名:RH精(jīng)煉爐 全 稱:RH真空循環脫氣精(jīng)煉法
發明時間:1959年 發明國(guó)家:德(dé)國(guó)
真空技(jì )術在煉鋼上開始應用(yòng)起始于1952年,當時人們在生産含矽量在2%左右的矽鋼時在澆注過程中經常出現冒渣現象,經過各種試驗,終于發現鋼水中的氫和氮是産生冒渣無法澆注或軋制後産生廢品的主要原因,随之各種真空精(jīng)煉技(jì )術開始出現,如真空鑄錠法、鋼包滴流脫氣法、鋼包脫氣法等,從而開創了工業規模的鋼水真空處理(lǐ)方法,特别是蒸汽噴射泵的出現,更是加速了真空煉鋼技(jì )術的發展。
随着真空煉鋼技(jì )術的開發與發展,RH和VD因為(wèi)處理(lǐ)時間短、成本低、可(kě)以大量處理(lǐ)鋼水等優點而成為(wèi)真空煉鋼技(jì )術的主流,70年代開始随着全連鑄車(chē)間的出現,RH因為(wèi)采用(yòng)鋼水在真空槽環流的技(jì )術從而達到處理(lǐ)時間短、效率高、能(néng)夠與轉爐連鑄匹配的優點而被轉爐工序大量采用(yòng)。
RH從開始出現到現在40多(duō)年來,有多(duō)項關鍵性技(jì )術的出現,從而加速了RH精(jīng)煉技(jì )術的發展。表1為(wèi)40多(duō)年來RH技(jì )術的發展情況。
表1 RH技(jì )術發展情況
内容 | 技(jì )術發展情況 | 效果 |
耐火材料 | 1965年采用(yòng)鎂鉻磚砌築内襯 | 提高壽命 |
RH-OB | 1972年室蘭廠出現直空槽吹氧技(jì )術 | 可(kě)以脫碳 |
輕處理(lǐ)技(jì )術 | 1977年大分(fēn)廠開發了輕處理(lǐ)技(jì )術 | 大幅度降低成本 |
化學(xué)升溫 | 1978年出現化學(xué)升溫,RH可(kě)以調節溫度 | 滿足連鑄要求 |
增大驅動 氣體(tǐ)流量 | 1978年實現浸澤管兩段吹氩技(jì )術 | 增加環流速度 |
自動化技(jì )術 | 1980年大分(fēn)廠實現全自動化操作(zuò) | 節省人力、減少錯誤 |
RH-KTB | 1986年川崎廠用(yòng)頂槍吹氧 | 解決真空槽結冷鋼問題 |
真空槽 | 九十年代德(dé)國(guó)MEVAC把真空槽改成整體(tǐ)式及焊接的浸澤管 | 提高耐材壽命 |
RH-MFB | 1992年廣钿廠開發RH多(duō)功能(néng)噴嘴 | 頂槍技(jì )術更加完善 |
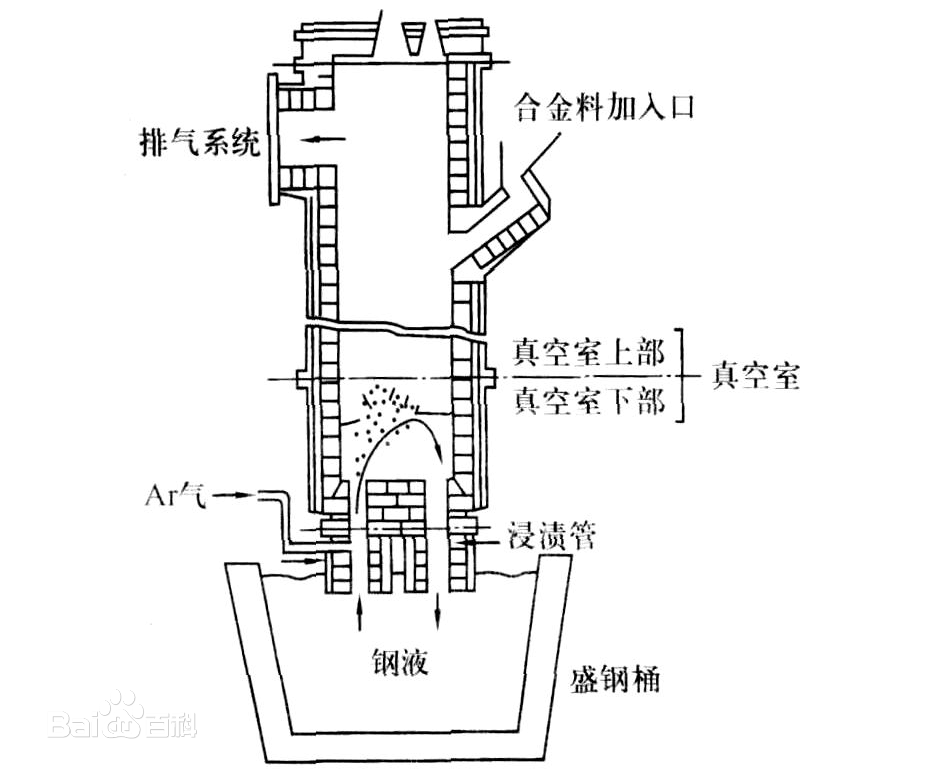
RH系統設備是一種用(yòng)于生産優質(zhì)鋼的鋼水二次精(jīng)煉工藝裝(zhuāng)備。整個鋼水冶金反應是在砌有耐火襯的真空槽内進行的。真空槽的下部是兩個帶耐火襯的浸漬管,上部裝(zhuāng)有熱彎管。被抽氣體(tǐ)由熱彎管經氣體(tǐ)冷卻器至真空泵系統排到廠房外。
鋼水處理(lǐ)前,先将浸漬管浸入待處理(lǐ)的鋼包鋼水中。當真空槽抽真空時,鋼水表面的大氣壓力迫使鋼水從浸漬管流入真空槽内(真空槽内大約0.67mbar時可(kě)使鋼水上升1.48m高度)。與真空槽連通的兩個浸漬管,一個為(wèi)上升管,一個為(wèi)下降管。由于上升管不斷向鋼液吹入氩氣,相對沒有吹氩的下降管産生了一個較高的靜壓差,使鋼水從上升管進入并通過真空槽下部流向下降管,如此不斷循環反複。在真空狀态下,流經真空槽鋼水中的氩氣、氫氣、一氧化碳等氣體(tǐ)在鋼液循環過程中被抽走。同時,進入真空槽内的鋼水還進行一系列的冶金反應,比如碳氧反應等;如此循環脫氣精(jīng)煉使鋼液得到淨化。
經RH處理(lǐ)的鋼水優點明顯:合金基本不與爐渣反應,合金直接加入鋼水之中,收得率高;鋼水能(néng)快速均勻混合;合金成分(fēn)可(kě)控制在狹窄的範圍之内;氣體(tǐ)含量低,夾雜物(wù)少,鋼水純淨度高;還可(kě)以用(yòng)頂槍進行化學(xué)升溫的溫度調整,為(wèi)連鑄機提供流動性好、純淨度高、符合澆鑄溫度的鋼水,以利于連鑄生産的多(duō)爐連澆。
在工業煉鋼生産中,現經常采用(yòng)的抽真空設備主要有羅茨泵、水環泵和蒸汽噴射泵,其中以水環泵和蒸汽噴射泵常見。
1)水環泵工作(zuò)原理(lǐ)
水環泵中帶有葉片的轉了被偏心的與泵的殼體(tǐ)相配合,在泵體(tǐ)中裝(zhuāng)有适量的水作(zuò)為(wèi)工作(zuò)液。當葉輪順時針方向旋轉時,水被葉輪抛向四周,由于離心力的作(zuò)用(yòng),水形成了一個決定于泵腔形狀的近似于等厚度的封閉圓環。水環的下部分(fēn)内表面恰好與葉輪輪毂相切,水環的上部内表面剛好與葉片頂端接觸(實際上葉片在水環内有一定的插入深度)。此時葉輪輪毂與水環之間形成一個月牙形空間,而這一空間又被葉輪分(fēn)成和葉片數目相等的若幹個小(xiǎo)腔。如果以葉輪的下部0°為(wèi)起點,那麽葉輪在旋轉前180°時小(xiǎo)腔的容積由小(xiǎo)變大,且與端面上的吸氣口相通,此時氣體(tǐ)被吸入,當吸氣終了時小(xiǎo)腔則與吸氣口隔絕;當葉輪繼續旋轉時,小(xiǎo)腔由大變小(xiǎo),使氣體(tǐ)被壓縮;當小(xiǎo)腔與排氣口相通時,氣體(tǐ)便被排出泵外。
2)蒸汽噴射泵工作(zuò)原理(lǐ)
噴射泵是由工作(zuò)噴嘴和擴壓器及混合室相聯而組成。工作(zuò)噴嘴和擴壓器這兩個部件組成了一條斷面變化的特殊氣流管道。氣流通過噴嘴可(kě)将壓力能(néng)轉變為(wèi)動能(néng)。工作(zuò)蒸汽壓強和泵的出口壓強之間的壓力差,使工作(zuò)蒸汽在管道中流動。
在這個特殊的管道中,蒸汽經過噴嘴的出口到擴壓器入口之間的這個區(qū)域(混合室),由于蒸汽流處于高速而出現一個負壓區(qū)。此處的負壓要比工作(zuò)蒸汽壓強和反壓強低得多(duō)。此時,被抽氣體(tǐ)吸進混合室,工作(zuò)蒸汽和被抽氣體(tǐ)相互混合并進行能(néng)量交換,把工作(zuò)蒸汽由壓力能(néng)轉變來的動能(néng)傳給被抽氣體(tǐ)。
通常單級噴射器的壓縮比不超過12,由于真空處理(lǐ)的壓力為(wèi)0.67mbar以下,需要的壓縮比在1520左右,單機泵無法滿足要求,實際上包括VD,VOD,RH設備上所用(yòng)的噴射泵都有多(duō)極泵串聯逐級壓縮而組成的真空泵系統。在真空系統中一般兜有冷凝器,冷凝器的作(zuò)用(yòng)是将混合物(wù)中的可(kě)凝性蒸汽部分(fēn)凝結排除,以減少下級噴射器的負荷。
3)特點及應用(yòng)
水環泵中氣體(tǐ)壓縮是等溫的,故可(kě)抽除易燃、易爆的氣體(tǐ),此外還可(kě)抽除含塵、含水的氣體(tǐ),但其極限真空度較低,一般應用(yòng)在蒸汽資源較少的廠家作(zuò)為(wèi)末級泵使用(yòng),如唐鋼。
蒸汽噴射泵具有抽氣能(néng)力大、抽氣速度快、對被抽氣體(tǐ)介質(zhì)适用(yòng)能(néng)力強、結構簡單無傳動部件、操作(zuò)簡單等特點在冶金系統大量采用(yòng)。如萊鋼特殊鋼廠二煉車(chē)間的VD采用(yòng)4級蒸汽噴射泵,煉鋼廠的RH采用(yòng)5級蒸汽噴射泵。
1)處理(lǐ)模式
RH處理(lǐ)根據鋼種要求不同,可(kě)分(fēn)為(wèi)輕處理(lǐ)模式、中間處理(lǐ)模式、深脫碳處理(lǐ)模式和特殊處理(lǐ)模式。
輕處理(lǐ)模式針對鋼種以低碳鋁鎮靜鋼為(wèi)主,鋼種主要特點是含碳量較低(0.02%~0.06%)、低矽(≤0.03%),代表鋼種有SPHC,SS400等。處理(lǐ)特點是真空度要求較低,一般控制在6~7kPa左右;處理(lǐ)時間短,一般處理(lǐ)時間小(xiǎo)于15min,環流氣體(tǐ)流量控制較低。對轉爐要求控制C,N,轉爐過來的鋼水可(kě)以是帶氧鋼或者脫氧鋼,對脫氧鋼要求碳基本符合要求。
中間處理(lǐ)模式與輕處理(lǐ)基本差不多(duō),其要求鋼水碳成份一般在0.01%~0.03%,要求轉爐過來的鋼水必須是帶氧鋼(目的是脫碳)。對象鋼種為(wèi)對H不敏感,但使用(yòng)條件較為(wèi)嚴格;不含Cr,Ni的耐候鋼;低等級管線(xiàn)鋼;強度級别不太高的管線(xiàn)鋼等。代表鋼種如DI材(易拉罐),X65,SM490等。
深脫碳處理(lǐ)模式針對鋼種為(wèi)超低碳鋼,代表鋼種為(wèi)IF鋼,也就是平常俗稱的汽車(chē)闆鋼。其要求的鋼種碳含量小(xiǎo)于100PPm,現在日本達到的水平為(wèi)≤13ppm,我國(guó)寶鋼也基本達到這個水平,其對C,N,O,S都有非常嚴格的要求。工藝特點是要求真空度高,達到65Pa以下;要求轉爐鋼水為(wèi)帶氧鋼,帶氧量控制在400~800ppm之間,碳含量小(xiǎo)于0.05%,氮含量較低;處理(lǐ)時間長(cháng),脫碳時間大于15min,冶煉時間大于30min;對環流氣體(tǐ)的控制較為(wèi)嚴格。
特殊處理(lǐ)主要是針對矽鋼為(wèi)主的一種處理(lǐ)方式,其實質(zhì)是對深脫碳處理(lǐ)後的鋼水進行Si,Al的合金化處理(lǐ)及鋼水純淨化的處理(lǐ)。
2)工藝簡介
待處理(lǐ)鋼水包由行車(chē)吊運至RH鋼包台車(chē)上,鋼包台車(chē)開到真空槽下部的處理(lǐ)位置。并進行鋼水液面高度人工判定。
根據人工判定鋼水液面高度,鋼包被液壓缸頂升(或将真空槽放下),使真空槽的浸漬管浸入鋼水到預定的深度。同時,上升浸漬管以預定的流速噴吹氩氣。随着浸漬管完全浸入鋼液,真空泵啓動。
各級真空泵根據預先的抽氣曲線(xiàn)進行工作(zuò)。
進行測溫、取樣、定氧操作(zuò)。
真空脫氫處理(lǐ),将在規定時間及規定低壓條件下持續進行循環脫氣操作(zuò)以達到氫含量的目标值。
真空脫碳處理(lǐ)(低碳或超低碳等級鋼水),循環脫氣将持續一定時間以獲得碳含量的目标值。在脫碳過程中,鋼水中的碳和氧反應形成一氧化碳通過真空泵排出。如鋼中氧含量不夠,可(kě)通過頂槍吹氧提供氧氣。脫碳結束時,鋼水通過加鋁進行脫氧。
鋼水脫氧後,合金料通過真空料鬥加入真空槽。
對鋼水進行測溫、定氧和确定化學(xué)成份。
鋼水處理(lǐ)完畢時,真空泵系統依次關閉,真空槽複壓,重新(xīn)處于大氣壓狀态。
處理(lǐ)完畢後,鋼包下降。
上升浸漬管自動改吹氩為(wèi)吹氮。
鋼包台車(chē)開出,行車(chē)把鋼包吊運至連鑄大包回轉台進行澆注。



 豫公網安(ān)備41900102410987号
豫公網安(ān)備41900102410987号